







Дизайн интерьеров квартир, домов, апартаментов: искусство создания уютного пространства
Дизайн интерьеров играет ключевую роль в создании уникальной атмосферы и комфорта в жилых помещениях, будь то квартиры, дома или апартаменты. Каждый элемент интерьера – от цветовой гаммы и мебели до…
Correcteur de ponctuation, d’orthographe et de grammaire : l’outil indispensable pour des textes impeccables
Dans le monde numérique d’aujourd’hui, la qualité de l’écriture est plus importante que jamais. Que ce soit pour des documents professionnels, des publications sur les réseaux sociaux ou des articles…
Агентство недвижимости в Пушкино: профессиональные услуги для успешных сделок
Агентство недвижимости в Пушкино – это надежный партнер для всех, кто ищет качественные услуги по покупке, продаже или аренде недвижимости в этом прекрасном городе. Специалисты агентства обладают большим опытом работы…
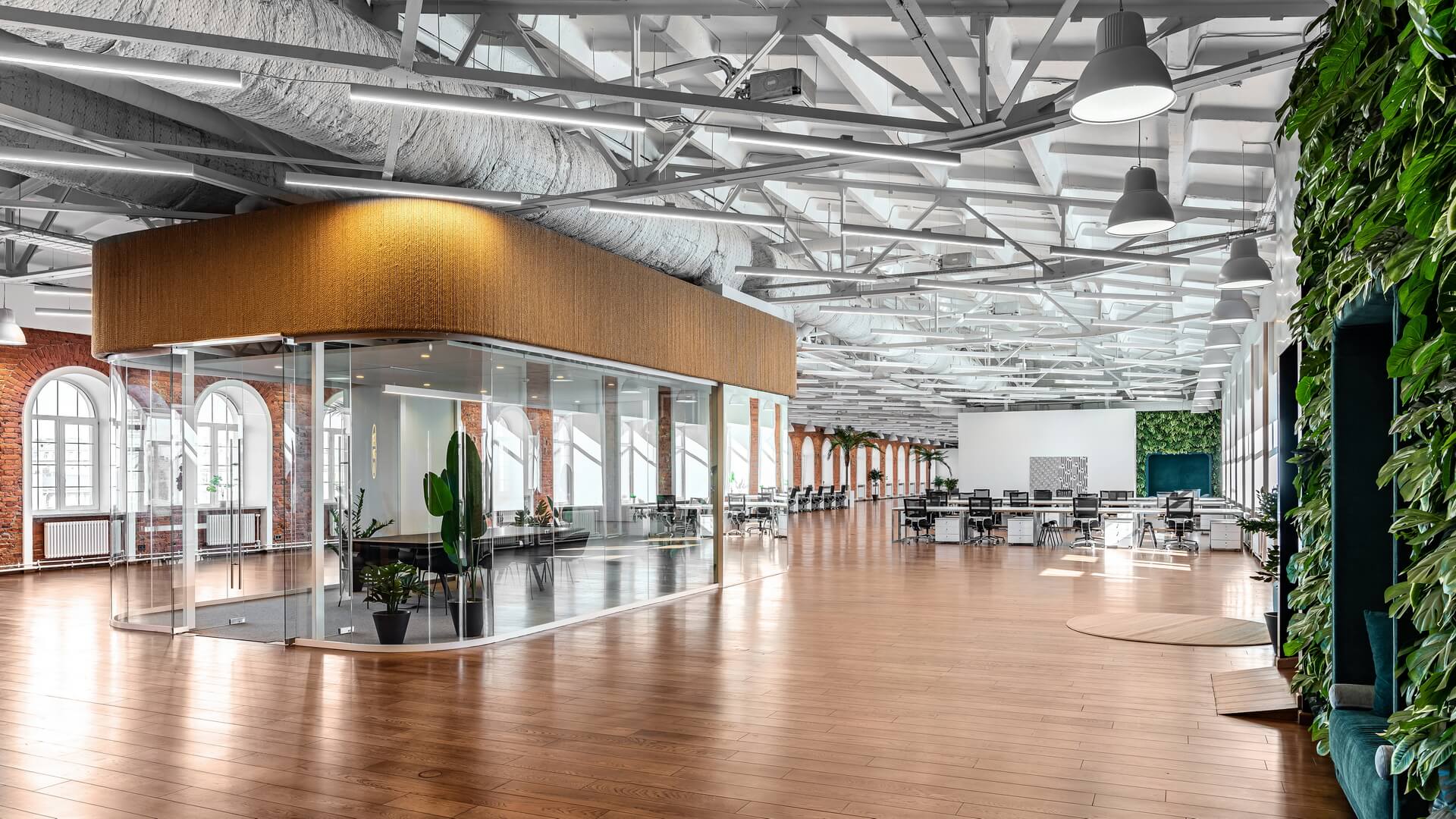
Аренда офисов в Санкт-Петербурге: выбор идеального пространства для вашего бизнеса
Санкт-Петербург, как один из крупнейших городов России, предлагает широкий выбор офисных помещений для аренды, подходящих для различных видов бизнеса. Выбор правильного офиса играет ключевую роль в успехе компании, поэтому важно…
Евроремонт: ключевые шаги к созданию современного интерьера
Евроремонт – это не просто ремонт помещения, это целый процесс создания стильного и функционального интерьера, который отвечает самым высоким стандартам качества и дизайна. Проведение евроремонта требует внимательного планирования и последовательного…
Шаблон сайта страховой агент: ключевые элементы для успешного онлайн-присутствия
В современном мире, где цифровизация проникает во все сферы бизнеса, иметь качественный и профессиональный сайт становится обязательным для успешного продвижения своего бизнеса. Для страховых агентов и компаний, у которых целью…
Купить недвижимость в Афинах: идеальное вложение в жизнь и бизнес
Афины – древний город с богатой историей, культурным наследием и уникальной атмосферой. Этот прекрасный город Греции не только является одним из самых популярных туристических направлений, но и предлагает уникальные возможности…
Выкуп квартиры: выгодное решение для продавца
Продажа квартиры может быть сложным и долгим процессом, требующим много времени и усилий. Однако существует альтернативный вариант, который может значительно упростить процесс – выкуп квартиры. В этой статье мы рассмотрим,…
Квартиры в Кирове: комфорт и уют в сердце России
Город Киров, расположенный в самом сердце России, привлекает внимание своим историческим наследием, красивой архитектурой и разнообразными возможностями для жизни. Одним из самых важных аспектов комфортного проживания в этом городе является…
Насосные станции: эффективное решение для водоснабжения и водоотведения
Насосные станции играют важную роль в обеспечении надежного и эффективного водоснабжения и водоотведения. Они представляют собой комплексное техническое решение, которое позволяет перекачивать воду из одного места в другое с помощью…